









При появлении дефектов поверхности после финишной обработки причина редко заключается в одной переменной. Большинство проблем финишной обработки возникает из-за взаимодействия состояния среды, настроек оборудования, концентрации состава, качества воды и загрузки деталей. Системный диагностический подход — проверка переменных в порядке вероятности — решает проблемы быстрее, чем метод проб и ошибок.
Диагностическая таблица: сопоставление симптома с первопричиной
| Симптом | Вероятная причина | Что проверять | Рекомендуемая корректировка |
|---|---|---|---|
| Поверхностная отделка нестабильна по всей партии | Неравномерное распределение среды или контакт деталей друг с другом | Соотношение среды к деталям, загрузка машины, подача состава | Отрегулируйте соотношение, уменьшите размер партии или добавьте амортизирующую среду |
| На деталях появляются неожиданные царапины или следы на поверхности | Загрязнённая среда, неправильная форма среды или слишком агрессивный цикл | Проверьте чистоту среды, разделение и складские контейнеры на наличие смешанных материалов | Очистите или замените среду, протестируйте более мягкую форму или меньший размер среды |
| Кромки скруглены или функциональные элементы утрачены | Слишком длительная обработка или слишком крупная среда для элементов детали | Измерьте критические размеры до и после тестовых циклов | Сократите время цикла, используйте более мелкую среду, уменьшите скорость или амплитуду машины |
| После сушки видны остатки или плёнка на поверхности | Грязный состав, плохое качество воды или неполное ополаскивание | Качество воды, концентрация состава, последовательность ополаскивания и сушки | Используйте чистую воду, обновляйте состав через правильные интервалы, улучшите процесс сушки |
| Яркость значительно различается между деталями | Смешанные исходные состояния поверхности или неравномерная обработка | Исходное состояние поверхности детали, сортировка партии, распределение среды | Отсортируйте детали по исходному состоянию, обрабатывайте отдельные партии для разных состояний поверхности |
Этапы пошаговой диагностики процесса
Следуйте этим шагам по порядку. Большинство дефектов вызываются первыми тремя переменными — остановка на них экономит время:
- Проверьте состояние среды в первую очередь. Изношенная, загрязнённая или неправильно подобранная по размеру среда вызывает больше дефектов, чем любая другая переменная. Среда должна быть чистой, отсортированной и иметь размер как минимум в 1,5 раза больше максимального размера полости.
- Проверьте концентрацию и подачу состава. Слишком мало состава снижает режущее действие. Слишком много создаёт избыточную пену и остатки. Проверьте насос подачи состава, положение форсунки и коэффициент разбавления.
- Проверьте качество воды. Жёсткая вода, высокий уровень хлора или рециркулированная нефильтрованная вода могут вызывать пятна, дефекты и нестабильное повышение блеска.
- Оцените настройки оборудования. Скорость, амплитуда и время цикла взаимодействуют со средой и составом. Машина, работающая на полной скорости, может быть слишком агрессивной для тонкой обработки.
- Проверьте загрузку и разделение деталей. Перегруженные машины вызывают повреждения при контакте деталей. Недогруженные машины тратят энергию впустую и увеличивают время цикла.
Распространённые ошибки при диагностике проблем финишной обработки
- Только увеличение времени цикла. Более длительное время может увеличить нагрев, скругление кромок и повреждения от контакта деталей, если первопричина связана со средой или составом.
- Немедленный переход на более агрессивную среду. Меньший размер среды или другая форма часто решают проблему без риска повреждения поверхности.
- Игнорирование чистоты среды. Грязная среда, смешанные типы среды или металлическая пыль в барабане могут царапать детали, которые должны полироваться.
- Пропуск тестовых циклов. Всегда запускайте небольшую пробную партию, чтобы подтвердить процесс перед запуском полного производства.
- Перегрузка машины. Слишком большое количество деталей в одной партии может вызывать повреждения от ударов, неравномерную обработку и увеличение времени цикла.
- Оценка деталей во влажном состоянии. Водяная плёнка может скрывать царапины и остатки до тех пор, пока сушка не выявит их. Осматривайте после сушки при правильном освещении.
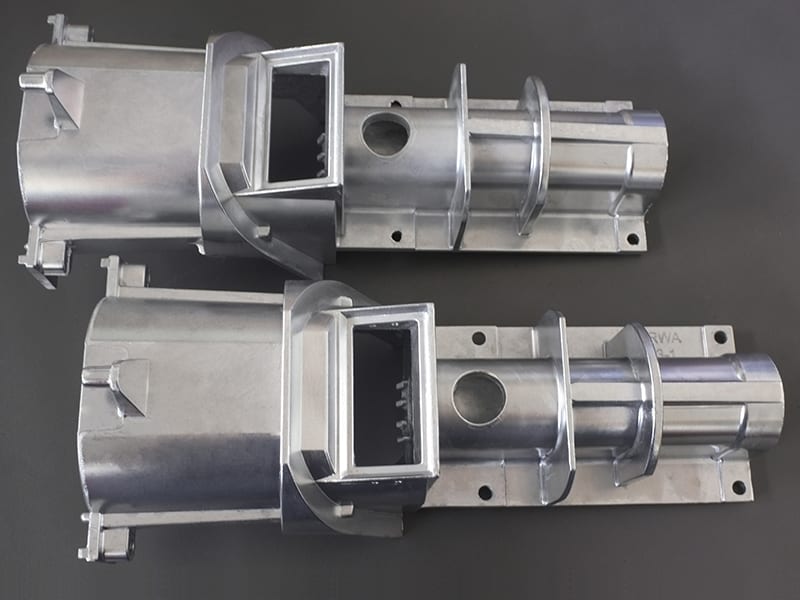
Визуальный справочник по настройке процесса
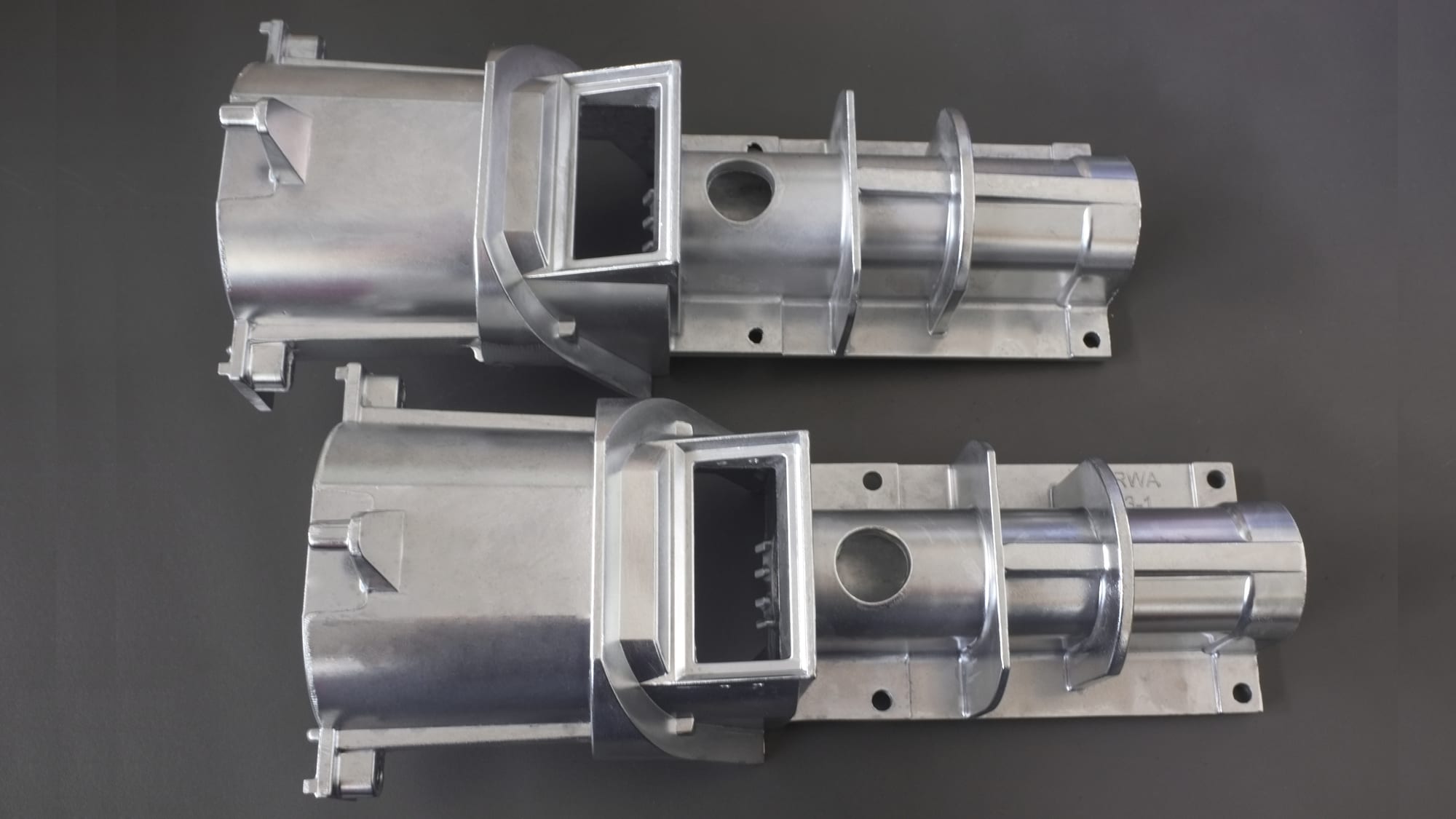
Смотрите процесс в действии
Посмотрите, как оборудование для финишной обработки поверхности обрабатывает детали в реальных производственных условиях:

Нужно подтвердить процесс перед серийным производством? Пришлите нам материал вашей детали, фотографии, размеры, текущее состояние поверхности и требуемую финишную обработку. Мы поможем определить, вызвана ли ваша проблема абразивом, настройками машины, компаундом, качеством воды или обращением после обработки.
Связанные решения
Эти страницы помогут вам сравнить подходящие машины, абразивы, компаунды и процессы:
Нужен экспертный совет по вашему процессу финишной обработки?
Пришлите нам материал вашей детали, фотографии, размеры, текущее состояние поверхности, требуемую финишную обработку и объем партии. Наша команда поможет порекомендовать подходящие финишные машины, абразивы, компаунды и направление тестового процесса для вашего конкретного применения.
 +86-592-2381506
+86-592-2381506 




 Поддержка сети IPv6
Поддержка сети IPv6 