Как предотвратить застревание абразивных материалов в отверстиях, пазах и резьбе во время вращения барабана
Apr 29 , 2026
Как предотвратить застревание абразивных материалов в отверстиях, пазах и резьбе во время вращения барабана
Застревание абразивных материалов — одна из наиболее распространенных проблем при массовой обработке деталей. Когда керамические, пластиковые или стальные абразивные материалы застревают в отверстиях, пазах, канавках, резьбе или глухих полостях, это замедляет производство, увеличивает объем ручной очистки и может даже повредить готовые детали.
Хорошая новость в том, что большинство проблем с застреванием можно уменьшить до начала производства. Ключевым моментом является подбор геометрии детали к правильному перемещению станка, форме и размеру абразивного материала, составу, методу разделения и времени обработки. В этом руководстве объясняется, как диагностировать причину и создать более надежный процесс финишной обработки.
Краткий ответ:
Если абразивный материал застревает в деталях, сначала проверьте, близок ли его размер к размеру отверстия, паза или резьбы. Затем проанализируйте форму абразивного материала, тип станка, расход воды, состав смазки и метод выгрузки. Для сложных деталей наиболее безопасным способом подтверждения процесса перед массовым производством обычно является выборочное тестирование.
Почему СМИ застревают на отдельных участках
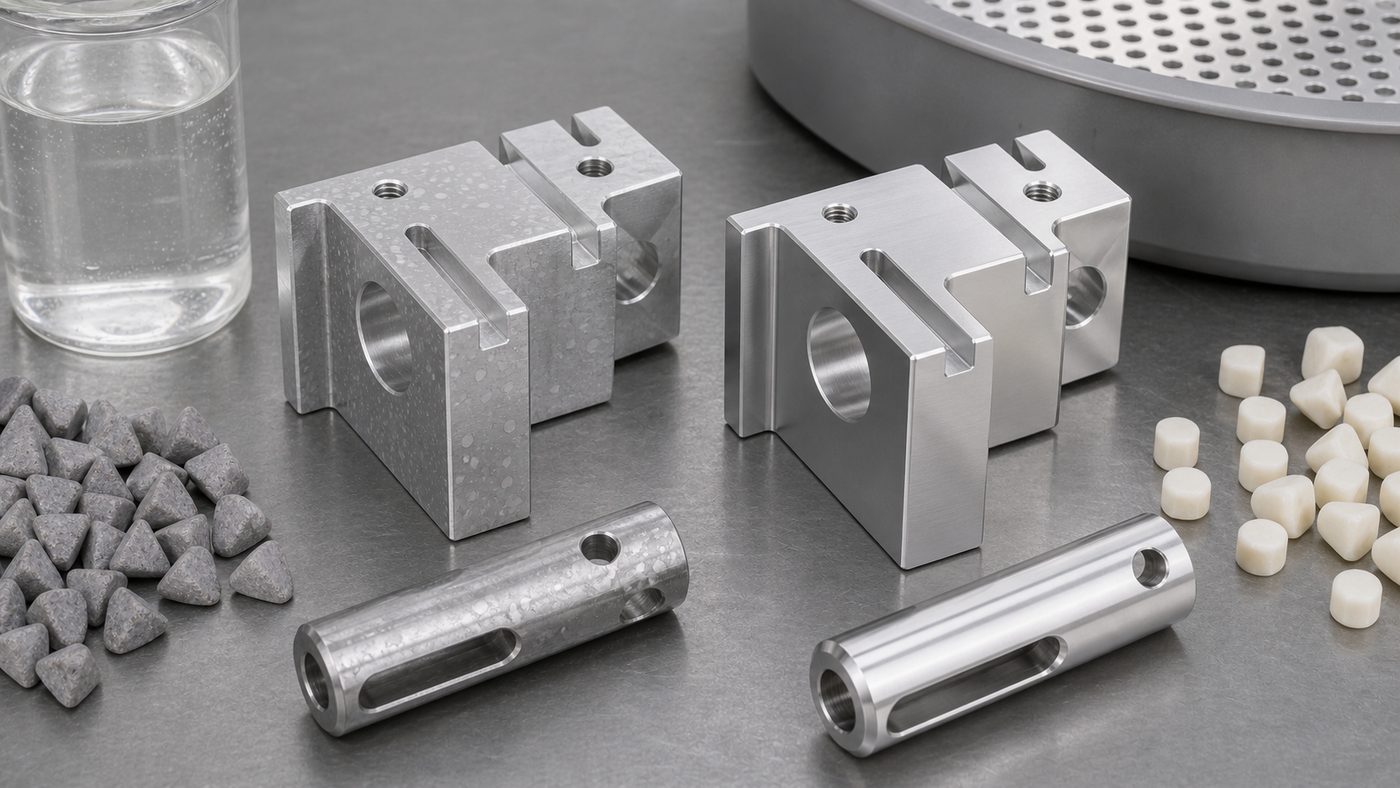
Застревание абразивного материала обычно происходит, когда материал может проникнуть в деталь, но не может легко выйти из нее во время финишной обработки. Это часто встречается на деталях, изготовленных на станках с ЧПУ, литых под давлением деталях, обработанных алюминиевых деталях, компонентах из нержавеющей стали, деталях из цинковых сплавов и мелкой прецизионной фурнитуре.
Геометрическое несоответствие
Если размер абразивного материала слишком близок к размеру отверстия, паза, канавки или шага резьбы, он может заклинить деталь во время вибрации или вращения.
Неправильная форма носителя
Треугольники, конусы, цилиндры, шары и материалы, срезанные под углом, ведут себя по-разному. Форма, хорошо работающая на открытых поверхностях, может застревать в глухих отверстиях.
Чрезмерное режущее действие
Более мощные режущие материалы могут более агрессивно проникать в кромки и углубления, особенно когда деталь имеет резкие переходы или глубокие выемки.
Плохое разделение
Даже если фильтрующий материал не застревает во время обработки, он может оставаться внутри полостей, если этап выгрузки, промывки или просеивания спроектирован неправильно.
Начните с геометрии детали, а не с механизма.
Перед выбором
вибрационная шлифовальная машина
При работе с любым другим оборудованием для массовой обработки деталей осмотрите те элементы детали, которые могут задерживать абразивные материалы. Наиболее важными размерами являются диаметр отверстия, ширина паза, глубина канавки, размер резьбы, глубина глухой полости и направление отверстий.
Простое правило: избегайте материалов, которые могут войти в отверстие и повернуться в заблокированное положение. Например, материал, немного меньший по размеру, чем отверстие, может легко войти, но его будет трудно извлечь после вибрации, особенно если отверстие глубокое или с резьбой.
Руководство по выбору СМИ для предотвращения нарушений правил размещения
Часть функции
Общий риск
Лучший выбор СМИ
Примечание к процессу
Маленькие сквозные отверстия
Средство защиты проникает внутрь и блокирует отверстие.
Используйте наполнитель большего размера, чем отверстие, или значительно меньшего размера, если он может свободно проходить через него.
Избегайте использования наполнителя размером, близким к диаметру отверстия.
Слепые отверстия
СМИ входят, но не могут выйти.
Рассмотрите закругленные или неклиновидные формы.
После завершения работ может потребоваться промывка и продувка воздухом.
Узкие щели
Клинья для крепления медиаматериалов, вырезанные под углом, вставляются в паз.
Используйте более округлые формы или измените размер носителя.
Перед началом производства проверьте ширину и глубину паза.
Нити
Медиаблокировка привязана к шагу потока
Используйте более мелкие гладкие материалы или избегайте агрессивных угловатых форм.
Обеспечьте защиту критически важных резьбовых соединений при необходимости соблюдения жестких допусков.
Сложные литые формы
Медиа-структура остается в ребрах, карманах или полостях.
Тест
пластиковые материалы
или выбранные керамические формы
Проектирование должно быть интегрировано в процесс, а не рассматриваться как нечто второстепенное.
Керамический или пластиковый наполнитель?
Керамические материалы
Часто используется для более интенсивной зачистки, сглаживания кромок и выравнивания поверхности. Он долговечен и эффективен, но некоторые формы могут застревать в отверстиях или пазах, если размер выбран недостаточно тщательно.
Пластиковые материалы
Обычно он легче и лучше подходит для мягких металлов, алюминиевых деталей, литья из цинковых сплавов и деталей, где необходимо минимизировать воздействие на поверхность. Для деталей с деликатными кромками или декоративными поверхностями пластиковые материалы могут уменьшить повреждения деталей друг о друга и помочь создать более качественную обработку поверхности.
Оптимальный выбор зависит от материала, размера заусенцев, обрабатываемой поверхности и геометрии детали. Для деталей с большим количеством отверстий и углублений форма и размер абразивного материала часто важнее, чем просто выбор керамики или пластика.
Движение машины также имеет значение.
Разные машины перемещают детали и обрабатываемые материалы по-разному. Стандартная вибрационная чаша эффективна для обработки большого количества партий, в то время как
вибраторы для ванн
Они часто используются для более длинных или крупных компонентов.
Станки для отделки бочек
Они могут быть полезны для более щадящей прокатки, а центробежные системы могут сократить время цикла для подходящих деталей.
Если застой происходит неоднократно, не следует ограничиваться заменой фильтрующего материала. Необходимо проанализировать весь процесс: коэффициент загрузки оборудования, уровень воды, концентрацию соединения, соотношение компонента к фильтрующему материалу, время цикла и метод разделения.
Правильно используйте состав и расход воды.
Отделочные составы
Это помогает очищать поверхность, контролировать пенообразование, удерживать удаленные частицы во взвешенном состоянии и улучшать движение абразивного материала. Недостаточная смазка может увеличить трение и повысить вероятность застревания абразивного материала в элементах детали.
При мокрой финишной обработке вода и компаунд должны обеспечивать плавное вращение. Слишком мало жидкости может сделать массу слишком сухой и агрессивной. Слишком много жидкости может снизить эффективность обработки и повлиять на движение абразивного материала. Правильный диапазон зависит от станка, абразивного материала и загрузки детали, поэтому перед началом производства рекомендуется провести пробные испытания.
Распространенные ошибки, которых следует избегать
Выбор материала основывается исключительно на прочности резки, без проверки размеров отверстий и пазов.
Использование одной формы носителя для каждой детали на заводе.
Увеличение времени цикла для решения проблемы, которая на самом деле вызвана неправильным размером носителя.
Игнорирование разгрузки и разделения до тех пор, пока процесс не будет отлажен.
Использование агрессивных абразивных материалов на деликатных резьбовых или прецизионно обработанных деталях без предварительного тестирования.
Забыли проверить, можно ли удалить фильтрующий материал путем промывки, просеивания, продувки воздухом или ручного осмотра.
Рекомендуемый процесс тестирования
Для деталей с отверстиями, пазами, резьбой или внутренними полостями наиболее безопасным подходом является тестирование нескольких вариантов абразивных материалов, прежде чем подтверждать возможность массового производства. В ходе практического тестирования следует сравнить результаты чистовой обработки, удаление заусенцев, шероховатость поверхности, скорость застревания материала, эффективность отделения и общее время цикла.
Совет по тестированию:
Не следует судить о процессе только по внешнему виду поверхности. После тестирования осмотрите каждое отверстие, паз, резьбу и глухую полость. Процесс, обеспечивающий хорошее качество поверхности, но требующий интенсивного ручного удаления абразивного материала, обычно недостаточно стабилен для серийного производства.
Сопутствующие решения
Если вы занимаетесь созданием или модернизацией процесса массовой отделки, эти страницы могут помочь вам сравнить подходящее оборудование и расходные материалы:
Вибрационная шлифовальная машина
Керамические материалы
Пластиковые медиа
Отделочные составы
Отделочные работы
Нужна помощь в выборе среды для обработки сложных деталей?
Если ваши детали имеют отверстия, пазы, канавки, резьбу или глухие полости, пришлите нам информацию о материале детали, ее размерах, текущем состоянии поверхности, наличии заусенцев и желаемом качестве обработки. Наша команда специалистов по финишной обработке поможет подобрать подходящее оборудование, форму абразивного материала, состав и метод тестирования образцов.
Свяжитесь с компанией JINTAIJIN, чтобы обсудить процесс финишной обработки.










 Поддержка сети IPv6
Поддержка сети IPv6 









 +86-592-2381506
+86-592-2381506 