









РҡР°Рә СғРҙалиСӮСҢ Р·Р°СғСҒРөРҪСҶСӢ СҒ алСҺРјРёРҪРёРөРІСӢС… РҙРөСӮалРөР№, РҫРұСҖР°РұРҫСӮР°РҪРҪСӢС… РҪР° СҒСӮР°РҪРәРө СҒ Р§РҹРЈ, РұРөР· РҝРҫРІСҖРөР¶РҙРөРҪРёСҸ РәСҖРҫРјРҫРә.
РҹРҫСҒР»Рө С„СҖРөР·РөСҖРҫРІР°РҪРёСҸ, СҒРІРөСҖР»РөРҪРёСҸ, РҪР°СҖРөР·Р°РҪРёСҸ СҖРөР·СҢРұСӢ или РҝСҖРҫСҖРөР·РәРё РҝазРҫРІ алСҺРјРёРҪРёРөРІСӢРө РҙРөСӮали, РёР·РіРҫСӮРҫРІР»РөРҪРҪСӢРө РҪР° СҒСӮР°РҪРәах СҒ Р§РҹРЈ, СҮР°СҒСӮРҫ СӮСҖРөРұСғСҺСӮ СғРҙалРөРҪРёСҸ Р·Р°СғСҒРөРҪСҶРөРІ. Р—Р°РҙР°СҮР° СҒРҫСҒСӮРҫРёСӮ РҪРө СӮРҫР»СҢРәРҫ РІ СғРҙалРөРҪРёРё Р·Р°СғСҒРөРҪСҶРөРІ, РҪРҫ Рё РІ СӮРҫРј, СҮСӮРҫРұСӢ СғРҙалиСӮСҢ РёС…, РҪРө Р·Р°РәСҖСғглив РәСҖРёСӮРёСҮРөСҒРәРё важРҪСӢРө РәСҖРҫРјРәРё, РҪРө РҝРҫРІСҖРөРҙРёРІ РІРёРҙРёРјСӢРө РҝРҫРІРөСҖС…РҪРҫСҒСӮРё, СҖРөР·СҢРұСғ Рё РҪРө РёР·РјРөРҪРёРІ РҝСҖРөСҶРёР·РёРҫРҪРҪСӢРө СҖазмРөСҖСӢ.
РЎСӮР°РұРёР»СҢРҪСӢР№ РҝСҖРҫСҶРөСҒСҒ СғРҙалРөРҪРёСҸ Р·Р°СғСҒРөРҪСҶРөРІ РҙРҫлжРөРҪ Р·Р°СүРёСүР°СӮСҢ РҙРөСӮалСҢ, РҫРұРөСҒРҝРөСҮРёРІР°СҸ РҝСҖРё СҚСӮРҫРј СҮРёСҒСӮСӢРө РәСҖРҫРјРәРё Рё СҖРҫРІРҪСғСҺ РҝРҫРІРөСҖС…РҪРҫСҒСӮСҢ. ДлСҸ РјРҪРҫРіРёС… алСҺРјРёРҪРёРөРІСӢС… РҙРөСӮалРөР№ СҚСӮРҫ РҫР·РҪР°СҮР°РөСӮ РІСӢРұРҫСҖ РҝСҖавилСҢРҪРҫРіРҫ СҲлифРҫвалСҢРҪРҫРіРҫ СҒСӮР°РҪРәР°, Р°РұСҖазивРҪРҫРіРҫ РјР°СӮРөСҖиала, РҝРҫлиСҖРҫвалСҢРҪРҫР№ РҝР°СҒСӮСӢ, СҒРҫРҫСӮРҪРҫСҲРөРҪРёСҸ загСҖСғР·РәРё Рё РІСҖРөРјРөРҪРё СҶРёРәла, Р° РҪРө РҝСҖРҫСҒСӮРҫ РёСҒРҝРҫР»СҢР·РҫРІР°РҪРёРө РҪаиРұРҫР»РөРө агСҖРөСҒСҒРёРІРҪРҫРіРҫ Р°РұСҖазивРҪРҫРіРҫ РҝСҖРҫСҶРөСҒСҒР°.
РҹРҫСҮРөРјСғ алСҺРјРёРҪРёРөРІСӢРө РҙРөСӮали, РёР·РіРҫСӮРҫРІР»РөРҪРҪСӢРө РҪР° СҒСӮР°РҪРәах СҒ Р§РҹРЈ, РҪСғР¶РҙР°СҺСӮСҒСҸ РІ СӮСүР°СӮРөР»СҢРҪРҫР№ Р·Р°СҮРёСҒСӮРәРө РҫСӮ Р·Р°СғСҒРөРҪСҶРөРІ
РҗР»СҺРјРёРҪРёР№ РјСҸРіСҮРө СҒСӮали Рё РҪРөСҖжавРөСҺСүРөР№ СҒСӮали. РӯСӮРҫ РҫРұР»РөРіСҮР°РөСӮ РөРіРҫ РҫРұСҖР°РұРҫСӮРәСғ, РҪРҫ СӮР°РәР¶Рө РҝРҫРІСӢСҲР°РөСӮ РІРөСҖРҫСҸСӮРҪРҫСҒСӮСҢ РҝРҫСҸРІР»РөРҪРёСҸ СҶР°СҖР°РҝРёРҪ, РІРјСҸСӮРёРҪ, РҝСҸСӮРөРҪ или СҮСҖРөР·РјРөСҖРҪРҫР№ Р·Р°РәСҖСғРіР»РөРҪРҪРҫСҒСӮРё РҝСҖРё СҒРҪСҸСӮРёРё Р·Р°СғСҒРөРҪСҶРөРІ. РҹСҖРҫСҶРөСҒСҒ, С…РҫСҖРҫСҲРҫ РҝРҫРҙС…РҫРҙСҸСүРёР№ РҙР»СҸ СҒСӮалСҢРҪСӢС… РҙРөСӮалРөР№, РјРҫР¶РөСӮ РҫРәазаСӮСҢСҒСҸ СҒлиСҲРәРҫРј агСҖРөСҒСҒРёРІРҪСӢРј РҙР»СҸ алСҺРјРёРҪРёСҸ.
РўРёРҝРёСҮРҪСӢРө РјРөСҒСӮР° РҫРұСҖазРҫРІР°РҪРёСҸ Р·Р°СғСҒРөРҪСҶРөРІ РІРәР»СҺСҮР°СҺСӮ РҝСҖРҫСҒРІРөСҖР»РөРҪРҪСӢРө РҫСӮРІРөСҖСҒСӮРёСҸ, РҫСӮРІРөСҖСҒСӮРёСҸ СҒ СҖРөР·СҢРұРҫР№, С„СҖРөР·РөСҖРҫРІР°РҪРҪСӢРө РҝазСӢ, РҝРөСҖРөСҒРөРәР°СҺСүРёРөСҒСҸ РәСҖРҫРјРәРё, СғРіР»СғРұР»РөРҪРёСҸ, СӮРҫРҪРәРёРө СҒСӮРөРҪРәРё Рё РҫСҒСӮСҖСӢРө СғРіР»СӢ. Р•СҒли РҝСҖРҫСҶРөСҒСҒ фиРҪРёСҲРҪРҫР№ РҫРұСҖР°РұРҫСӮРәРё СҒлиСҲРәРҫРј РёРҪСӮРөРҪСҒРёРІРҪСӢР№, СҚСӮРё СҚР»РөРјРөРҪСӮСӢ РјРҫРіСғСӮ РҝРҫСӮРөСҖСҸСӮСҢ СҒРІРҫСҺ Р·Р°РҙР°РҪРҪСғСҺ РіРөРҫРјРөСӮСҖРёСҺ.
Р Р°СҒРҝСҖРҫСҒСӮСҖР°РҪРөРҪРҪСӢРө СҖРёСҒРәРё РҝСҖРё СғРҙалРөРҪРёРё Р·Р°СғСҒРөРҪСҶРөРІ СҒ алСҺРјРёРҪРёСҸ.
СлиСҲРәРҫРј Р·Р°РәСҖСғРіР»РөРҪРҪСӢРө РәСҖР°СҸ
Р§СҖРөР·РјРөСҖРҪРҫРө РІСҖРөРјСҸ СҶРёРәла или агСҖРөСҒСҒРёРІРҪР°СҸ СҒСҖРөРҙР° РјРҫРіСғСӮ СғРҙалиСӮСҢ СҒлиСҲРәРҫРј РјРҪРҫРіРҫ РјР°СӮРөСҖиала СҒ С„СғРҪРәСҶРёРҫРҪалСҢРҪСӢС… РәСҖРҫРјРҫРә, РҫСҒРҫРұРөРҪРҪРҫ РҪР° СӮРҫРҪРәРёС… СҚР»РөРјРөРҪСӮах.
РҹРҫРІРөСҖС…РҪРҫСҒСӮРҪСӢРө РІРјСҸСӮРёРҪСӢ
РҳСҒРҝРҫР»СҢР·РҫРІР°РҪРёРө СӮСҸР¶РөР»СӢС… РјР°СӮРөСҖиалРҫРІ или РҪРөРҝСҖавилСҢРҪРҫРө СҒРҫРҫСӮРҪРҫСҲРөРҪРёРө РҪагСҖСғР·РәРё РјРҫР¶РөСӮ РҝСҖРёРІРөСҒСӮРё Рә РҝРҫСҸРІР»РөРҪРёСҺ СҒР»РөРҙРҫРІ СғРҙР°СҖР°, РҫСҒРҫРұРөРҪРҪРҫ РҪР° РІРёРҙРёРјСӢС… или РҙРөРәРҫСҖР°СӮРёРІРҪСӢС… алСҺРјРёРҪРёРөРІСӢС… РҝРҫРІРөСҖС…РҪРҫСҒСӮСҸС….
РҹРҫРІСҖРөР¶РҙРөРҪРёРө СҖРөР·СҢРұСӢ
РқРөРҝСҖавилСҢРҪСӢР№ РІСӢРұРҫСҖ С„РҫСҖРјСӢ, СҖазмРөСҖР° или РІСҖРөРјРөРҪРё РҫРұСҖР°РұРҫСӮРәРё РјРҫР¶РөСӮ РҝРҫвлиСҸСӮСҢ РҪР° РәР°СҮРөСҒСӮРІРҫ СҖРөР·СҢРұРҫРІСӢС… РҫСӮРІРөСҖСҒСӮРёР№ Рё РјРөР»РәРҫР№ СҖРөР·СҢРұСӢ.
СҖазмРөСүРөРҪРёРө РҙР»СҸ РЎРңРҳ
Р•СҒли СҖазмРөСҖ Р°РұСҖазивРҪРҫРіРҫ РјР°СӮРөСҖиала СҒлиСҲРәРҫРј РұлизРҫРә Рә СҖазмРөСҖам СҚР»РөРјРөРҪСӮРҫРІ РҙРөСӮали, РҫРҪ РјРҫР¶РөСӮ Р·Р°СҒСӮСҖРөРІР°СӮСҢ РІ РҫСӮРІРөСҖСҒСӮРёСҸС…, Рҝазах Рё РіР»СғС…РёС… РҝРҫР»РҫСҒСӮСҸС….
Р’СӢРұРөСҖРёСӮРө РҝРҫРҙС…РҫРҙСҸСүРөРө РҫСӮРҙРөР»РҫСҮРҪРҫРө РҫРұРҫСҖСғРҙРҫРІР°РҪРёРө
Рҗ РІРёРұСҖР°СҶРёРҫРҪРҪР°СҸ СҲлифРҫвалСҢРҪР°СҸ РјР°СҲРёРҪР° РӯСӮРҫСӮ РјРөСӮРҫРҙ СҮР°СҒСӮРҫ РёСҒРҝРҫР»СҢР·СғРөСӮСҒСҸ РҙР»СҸ РҝР°РәРөСӮРҪРҫР№ Р·Р°СҮРёСҒСӮРәРё алСҺРјРёРҪРёРөРІСӢС… РҙРөСӮалРөР№ РҪР° СҒСӮР°РҪРәах СҒ Р§РҹРЈ, РҝРҫСҒРәРҫР»СҢРәСғ РҫРҪ РҫРұРөСҒРҝРөСҮРёРІР°РөСӮ СҖавРҪРҫРјРөСҖРҪРҫРө РҙРІРёР¶РөРҪРёРө Р°РұСҖазивРҪРҫРіРҫ РјР°СӮРөСҖиала Рё С…РҫСҖРҫСҲРёР№ РәРҫРҪСӮСҖРҫР»СҢ РҝСҖРҫСҶРөСҒСҒР°. ДлСҸ РҙлиРҪРҪСӢС… или РәСҖСғРҝРҪСӢС… алСҺРјРёРҪРёРөРІСӢС… РәРҫРјРҝРҫРҪРөРҪСӮРҫРІ... РІРёРұСҖР°СӮРҫСҖСӢ РҙР»СҸ РІР°РҪРҪ РјРҫР¶РөСӮ РұСӢСӮСҢ РұРҫР»РөРө РҝРҫРҙС…РҫРҙСҸСүРёРј.
Р•СҒли РҙРөСӮали РҫСҮРөРҪСҢ малРөРҪСҢРәРёРө, С…СҖСғРҝРәРёРө или РёРјРөСҺСӮ СӮРҫРҪРәРёРө РҙРөСӮали, РІСӢРұРҫСҖ СҒСӮР°РҪРәР° СҒР»РөРҙСғРөСӮ РҝРҫРҙСӮРІРөСҖРҙРёСӮСҢ РҝСғСӮРөРј РІСӢРұРҫСҖРҫСҮРҪСӢС… РёСҒРҝСӢСӮР°РҪРёР№. РҰРөР»СҢ СҒРҫСҒСӮРҫРёСӮ РІ СӮРҫРј, СҮСӮРҫРұСӢ РҫРұРөСҒРҝРөСҮРёСӮСҢ РҙРҫСҒСӮР°СӮРҫСҮРҪРҫРө РҫСӮРҪРҫСҒРёСӮРөР»СҢРҪРҫРө РҝРөСҖРөРјРөСүРөРҪРёРө РјРөР¶РҙСғ РҫРұСҖР°РұР°СӮСӢРІР°РөРјСӢРј РјР°СӮРөСҖиалРҫРј Рё РұРҫСҖами, РёР·РұРөРіР°СҸ РҝСҖРё СҚСӮРҫРј СҒРёР»СҢРҪРҫРіРҫ СҒРҫСғРҙР°СҖРөРҪРёСҸ РҙРөСӮалРөР№ РҙСҖСғРі СҒ РҙСҖСғРіРҫРј.

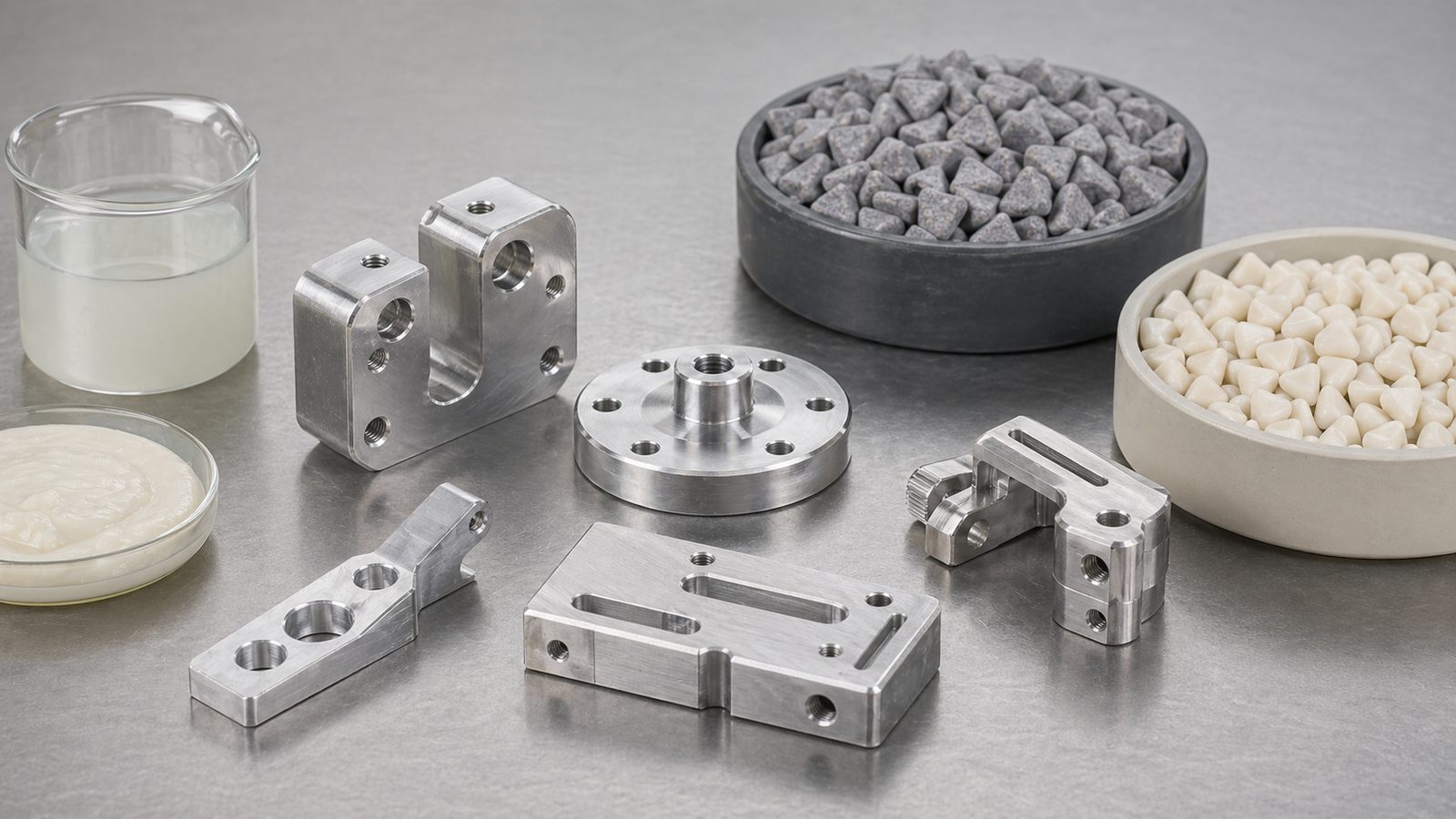
РҹлаСҒСӮРёРәРҫРІСӢР№ или РәРөСҖамиСҮРөСҒРәРёР№ РҪР°РҝРҫР»РҪРёСӮРөР»СҢ РҙР»СҸ алСҺРјРёРҪРёСҸ?
ДлСҸ РјРҪРҫРіРёС… алСҺРјРёРҪРёРөРІСӢС… РҙРөСӮалРөР№, РҝлаСҒСӮРёРәРҫРІСӢРө РјР°СӮРөСҖиалСӢ РӯСӮРҫ РұРҫР»РөРө РұРөР·РҫРҝР°СҒРҪСӢР№ РІР°СҖРёР°РҪСӮ РҪР° РҪР°СҮалСҢРҪРҫРј СҚСӮР°РҝРө. РһРҪ Р»РөРіСҮРө РәРөСҖамиСҮРөСҒРәРёС… Р°РұСҖазивРҪСӢС… РјР°СӮРөСҖиалРҫРІ Рё РјРҫР¶РөСӮ СҒРҪРёР·РёСӮСҢ СҖРёСҒРә РҝРҫСҸРІР»РөРҪРёСҸ СҒР»РөРҙРҫРІ РҫСӮ СғРҙР°СҖРҫРІ, РҫСҒРҫРұРөРҪРҪРҫ РҪР° РјСҸРіРәРёС… алСҺРјРёРҪРёРөРІСӢС… СҒРҝлавах Рё РҙРөСӮалСҸС… СҒ РІРёРҙРёРјСӢРјРё РҝРҫРІРөСҖС…РҪРҫСҒСӮСҸРјРё.
РҡРөСҖамиСҮРөСҒРәРёРө РјР°СӮРөСҖиалСӢ РӯСӮРҫСӮ РјРөСӮРҫРҙ РјРҫР¶РөСӮ РұСӢСӮСҢ РҝРҫР»РөР·РөРҪ, РәРҫРіРҙР° Р·Р°СғСҒРөРҪСҶСӢ РұРҫР»РөРө РҝСҖРҫСҮРҪСӢРө или РәРҫРіРҙР° СӮСҖРөРұСғРөСӮСҒСҸ РұРҫР»РөРө РұСӢСҒСӮСҖР°СҸ СҖРөР·РәР°. РһРҙРҪР°РәРҫ РјР°СҖРәСғ, С„РҫСҖРјСғ, СҖазмРөСҖ Рё РІСҖРөРјСҸ СҶРёРәла РҪРөРҫРұС…РҫРҙРёРјРҫ СӮСүР°СӮРөР»СҢРҪРҫ РІСӢРұРёСҖР°СӮСҢ, СҮСӮРҫРұСӢ РҝСҖРҫСҶРөСҒСҒ РҪРө СҒСӮал СҒлиСҲРәРҫРј агСҖРөСҒСҒРёРІРҪСӢРј.
| РЎРҫСҒСӮРҫСҸРҪРёРө РҙРөСӮали | РҹСҖРөРҙлагаРөРјР°СҸ РҫСӮРҝСҖавРҪР°СҸ СӮРҫСҮРәР° | РҹСҖРёСҮРёРҪР° |
|---|---|---|
| РқРөРұРҫР»СҢСҲРёРө Р·Р°СғСҒРөРҪСҶСӢ РҪР° РІРёРҙРёРјСӢС… алСҺРјРёРҪРёРөРІСӢС… РҝРҫРІРөСҖС…РҪРҫСҒСӮСҸС… | РҹлаСҒСӮРёРәРҫРІСӢРө РјР°СӮРөСҖиалСӢ СҒ СҒРҫРҫСӮРІРөСӮСҒСӮРІСғСҺСүРёРј СҒРҫСҒСӮавРҫРј | Р‘РҫР»РөРө СүР°РҙСҸСүРөРө РІРҫР·РҙРөР№СҒСӮРІРёРө Рё РјРөРҪСҢСҲРёР№ СҖРёСҒРә РҫРұСҖазРҫРІР°РҪРёСҸ РІРјСҸСӮРёРҪ. |
| Р—Р°СғСҒРөРҪСҶСӢ СҒСҖРөРҙРҪРөРіРҫ СҖазмРөСҖР° РҪР° РҪРөРҙРөРәРҫСҖР°СӮРёРІРҪСӢС… РҙРөСӮалСҸС…. | РңРөР»РәРҫРҙРёСҒРҝРөСҖСҒРҪСӢРө РәРөСҖамиСҮРөСҒРәРёРө РјР°СӮРөСҖиалСӢ или РҫСӮРұРҫСҖРҪСӢРө РҝлаСҒСӮРёРәРҫРІСӢРө РјР°СӮРөСҖиалСӢ. | РһРұРөСҒРҝРөСҮРёРІР°РөСӮ РұалаРҪСҒ РјРөР¶РҙСғ СғРҙалРөРҪРёРөРј Р·Р°СғСҒРөРҪСҶРөРІ Рё РәРҫРҪСӮСҖРҫР»РөРј РәР°СҮРөСҒСӮРІР° РҝРҫРІРөСҖС…РҪРҫСҒСӮРё. |
| РўРҫРҪРәРёРө СҒСӮРөРҪРәРё или РҫСҒСӮСҖСӢРө С„СғРҪРәСҶРёРҫРҪалСҢРҪСӢРө РәСҖРҫРјРәРё | РҡРҫСҖРҫСӮРәРёР№ СҶРёРәР» РёСҒРҝСӢСӮР°РҪРёР№ СҒ РёСҒРҝРҫР»СҢР·РҫРІР°РҪРёРөРј РјСҸРіРәРҫР№ СҒСҖРөРҙСӢ | РЎРҪижаРөСӮ СҖРёСҒРә РҫРәСҖСғРіР»РөРҪРёСҸ. |
| Р”РөСӮали СҒ РјРҪРҫР¶РөСҒСӮРІРҫРј РҫСӮРІРөСҖСҒСӮРёР№ или РҝазРҫРІ. | РазмРөСҖ РјРөРҙиафайла РҝСҖРҫРІРөСҖРөРҪ РҪР° СҒРҫРҫСӮРІРөСӮСҒСӮРІРёРө РҝР°СҖамРөСӮСҖам РёР·РҫРұСҖажРөРҪРёСҸ. | РҹСҖРөРҙРҫСӮРІСҖР°СүР°РөСӮ СҖазмРөСүРөРҪРёРө РјРөРҙиафайлРҫРІ Рё СҖСғСҮРҪСғСҺ РҝРөСҖРөСҖР°РұРҫСӮРәСғ. |
| Р”РөСӮали, СӮСҖРөРұСғСҺСүРёРө РұРҫР»РөРө СҸСҖРәРҫР№ РҫСӮРҙРөР»РәРё. | РӯСӮР°Рҝ СғРҙалРөРҪРёСҸ Р·Р°СғСҒРөРҪСҶРөРІ СҒ РҝРҫСҒР»РөРҙСғСҺСүРөР№ РҝРҫлиСҖРҫРІРәРҫР№ или СҲлифРҫРІРәРҫР№. | ДлСҸ СғРҙалРөРҪРёСҸ Р·Р°СғСҒРөРҪСҶРөРІ Рё РҝРҫлиСҖРҫРІРәРё РјРҫРіСғСӮ РҝРҫСӮСҖРөРұРҫРІР°СӮСҢСҒСҸ РҫСӮРҙРөР»СҢРҪСӢРө СҚСӮР°РҝСӢ. |
РҳСҒРҝРҫР»СҢР·СғР№СӮРө РҝСҖавилСҢРҪСӢР№ СҒРҫСҒСӮав Рё РҫРҝСӮималСҢРҪСӢР№ РҪР°РҝРҫСҖ РІРҫРҙСӢ.
РһСӮРҙРөР»РҫСҮРҪСӢРө СҒРҫСҒСӮавСӢ РӯСӮРҫ РҝРҫРјРҫРіР°РөСӮ РҫСҮРёСҒСӮРёСӮСҢ РҝРҫРІРөСҖС…РҪРҫСҒСӮСҢ, РәРҫРҪСӮСҖРҫлиСҖРҫРІР°СӮСҢ РҝРөРҪРҫРҫРұСҖазРҫРІР°РҪРёРө, СғРјРөРҪСҢСҲРёСӮСҢ РҫРұСҖазРҫРІР°РҪРёРө РҝСҸСӮРөРҪ, СғР»СғСҮСҲРёСӮСҢ СҒмазРәСғ Рё СғРҙалиСӮСҢ СғРҙалРөРҪРҪСӢРө СҮР°СҒСӮРёСҶСӢ. РӯСӮРҫ РҫСҒРҫРұРөРҪРҪРҫ важРҪРҫ РҙР»СҸ алСҺРјРёРҪРёСҸ, РәРҫСӮРҫСҖСӢР№ РјРҫР¶РөСӮ РұСӢСӮСҢ СҮСғРІСҒСӮРІРёСӮРөР»РөРҪ Рә РҫРұСҖазРҫРІР°РҪРёСҺ РҝСҸСӮРөРҪ Рё загСҖСҸР·РҪРөРҪРёСҺ РҝРҫРІРөСҖС…РҪРҫСҒСӮРё, РөСҒли С…РёРјРёСҮРөСҒРәРёР№ СҒРҫСҒСӮав РҝСҖРҫСҶРөСҒСҒР° РҪРө РҝРҫРҙС…РҫРҙРёСӮ.
РҹСҖавилСҢРҪРҫ РҝРҫРҙРҫРұСҖР°РҪРҪР°СҸ РәРҫРјРҝР°СғРҪРҙРҪР°СҸ СҒРјРөСҒСҢ РҙРҫлжРҪР° РҫРұРөСҒРҝРөСҮРёРІР°СӮСҢ РҝлавРҪРҫРө РҝРөСҖРөРјРөСүРөРҪРёРө Р°РұСҖазивРҪРҫРіРҫ РјР°СӮРөСҖиала Рё РҝРҫРҙРҙРөСҖживаСӮСҢ СҮРёСҒСӮРҫСӮСғ РҝРҫРІРөСҖС…РҪРҫСҒСӮРё РІРҫ РІСҖРөРјСҸ влажРҪРҫР№ РҫРұСҖР°РұРҫСӮРәРё. СлиСҲРәРҫРј малРҫ жиРҙРәРҫСҒСӮРё РјРҫР¶РөСӮ СҒРҙРөлаСӮСҢ РҝСҖРҫСҶРөСҒСҒ Р¶РөСҒСӮРәРёРј Рё СҒСғС…РёРј. СлиСҲРәРҫРј РјРҪРҫРіРҫ жиРҙРәРҫСҒСӮРё РјРҫР¶РөСӮ СҒРҪРёР·РёСӮСҢ СҚффРөРәСӮРёРІРҪРҫСҒСӮСҢ РҫРұСҖР°РұРҫСӮРәРё. РһРәРҫРҪСҮР°СӮРөР»СҢРҪСӢРө РҪР°СҒСӮСҖРҫР№РәРё СҒР»РөРҙСғРөСӮ РҝСҖРҫСӮРөСҒСӮРёСҖРҫРІР°СӮСҢ РҪР° СҖРөалСҢРҪСӢС… РҫРұСҖазСҶах РҙРөСӮалРөР№.
Р РөРәРҫРјРөРҪРҙСғРөРјСӢР№ РҝСҖРҫСҶРөСҒСҒ СӮРөСҒСӮРёСҖРҫРІР°РҪРёСҸ
РҹРөСҖРөРҙ РҝРҫРҙСӮРІРөСҖР¶РҙРөРҪРёРөРј РҪР°СҮала СҒРөСҖРёР№РҪРҫРіРҫ РҝСҖРҫРёР·РІРҫРҙСҒСӮРІР° РҝСҖРҫСӮРөСҒСӮРёСҖСғР№СӮРө РҙРөСӮалСҢ СҒ РёСҒРҝРҫР»СҢР·РҫРІР°РҪРёРөРј РҪРөСҒРәРҫР»СҢРәРёС… РІР°СҖРёР°РҪСӮРҫРІ Р°РұСҖазивРҪСӢС… РјР°СӮРөСҖиалРҫРІ Рё СҖазРҪСӢРј РІСҖРөРјРөРҪРөРј СҶРёРәла. РқРө СҒР»РөРҙСғРөСӮ СҒСғРҙРёСӮСҢ СӮРҫР»СҢРәРҫ РҝРҫ СӮРҫРјСғ, СғРҙалРөРҪСӢ ли Р·Р°СғСҒРөРҪСҶСӢ. РҹРҫР»РҪРҫРө СӮРөСҒСӮРёСҖРҫРІР°РҪРёРө РҙРҫлжРҪРҫ РІРәР»СҺСҮР°СӮСҢ РҝСҖРҫРІРөСҖРәСғ СҖазмРөСҖРҫРІ РәСҖРҫРјРҫРә, РІРёРҙРёРјСӢС… РҝРҫРІРөСҖС…РҪРҫСҒСӮРөР№, РҫСӮРІРөСҖСҒСӮРёР№, СҖРөР·СҢРұСӢ, РҝазРҫРІ, РІСҖРөРјРөРҪРё СҶРёРәла, СҖРөР·СғР»СҢСӮР°СӮР° РҫСҮРёСҒСӮРәРё Рё СҮРёСҒСӮРҫСӮСӢ РҫСӮРҙРөР»РөРҪРёСҸ Р°РұСҖазивРҪРҫРіРҫ РјР°СӮРөСҖиала РҫСӮ РҙРөСӮалРөР№.
- РқР°СҮРҪРёСӮРө СҒ РҪаимРөРҪРөРө агСҖРөСҒСҒРёРІРҪРҫРіРҫ РјРөСӮРҫРҙР°, РҝРҫР·РІРҫР»СҸСҺСүРөРіРҫ СғРҙалиСӮСҢ Р·Р°СғСҒРөРҪРөСҶ.
- РһСҒРјРҫСӮСҖРёСӮРө РәСҖРёСӮРёСҮРөСҒРәРё важРҪСӢРө РәСҖРҫРјРәРё РҝСҖРё РҝРҫСҒСӮРҫСҸРҪРҪРҫРј РҫСҒРІРөСүРөРҪРёРё.
- РҹСҖРҫРІРөСҖСҢСӮРө СҖРөР·СҢРұРҫРІСӢРө Рё РҪРөРұРҫР»СҢСҲРёРө РҫСӮРІРөСҖСҒСӮРёСҸ РҪР° РҪалиСҮРёРө СҒР»РөРҙРҫРІ РҫСӮ РҪРҫСҒРёСӮРөР»РөР№ РёРҪС„РҫСҖРјР°СҶРёРё.
- РЎСҖавРҪРёСӮРө РІРҪРөСҲРҪРёР№ РІРёРҙ РҝРҫРІРөСҖС…РҪРҫСҒСӮРё РҙРҫ Рё РҝРҫСҒР»Рө РҫСӮРҙРөР»РәРё.
- Р—Р°РҝРёСҲРёСӮРө РІСҖРөРјСҸ СҶРёРәла, РәРҫРҪСҶРөРҪСӮСҖР°СҶРёСҺ СҒРҫРөРҙРёРҪРөРҪРёСҸ, СӮРёРҝ СҒСҖРөРҙСӢ Рё РәРҫСҚффиСҶРёРөРҪСӮ загСҖСғР·РәРё.
Р Р°СҒРҝСҖРҫСҒСӮСҖР°РҪРөРҪРҪСӢРө РҫСҲРёРұРәРё, РәРҫСӮРҫСҖСӢС… СҒР»РөРҙСғРөСӮ РёР·РұРөРіР°СӮСҢ
- РҳСҒРҝРҫР»СҢР·РҫРІР°РҪРёРө РәСҖСғРҝРҪРҫР·РөСҖРҪРёСҒСӮРҫРіРҫ СҖРөР¶СғСүРөРіРҫ РјР°СӮРөСҖиала, РәРҫРіРҙР° Р·Р°СғСҒРөРҪРөСҶ СғР¶Рө РҪРөРұРҫР»СҢСҲРҫР№.
- Р—Р°РҝСғСҒРә РҙлиСӮРөР»СҢРҪРҫРіРҫ СҶРёРәла РҙР»СҸ РәРҫРјРҝРөРҪСҒР°СҶРёРё РҪРөРҝСҖавилСҢРҪРҫРіРҫ РІСӢРұРҫСҖР° РјРөРҙРёР°.
- РҹСҖРё РІСӢРұРҫСҖРө СҖазмРөСҖР° РҪРҫСҒРёСӮРөР»СҸ РёРіРҪРҫСҖРёСҖСғСҺСӮСҒСҸ СҖРөР·СҢРұРҫРІСӢРө РҫСӮРІРөСҖСҒСӮРёСҸ Рё РҝазСӢ.
- РЎРјРөСҲРёРІР°РҪРёРө С…СҖСғРҝРәРёС… алСҺРјРёРҪРёРөРІСӢС… РҙРөСӮалРөР№ СҒ СӮСҸР¶РөР»СӢРјРё РҙРөСӮалСҸРјРё РІ РҫРҙРҪРҫР№ РҝР°СҖСӮРёРё.
- РҹСҖРөРҙРҝРҫлагаРөСӮСҒСҸ, СҮСӮРҫ РҫРҙРёРҪ РҝСҖРҫСҶРөСҒСҒ РұСғРҙРөСӮ РҫРҙРҪРҫРІСҖРөРјРөРҪРҪРҫ РІСӢРҝРҫР»РҪСҸСӮСҢ РёРҪСӮРөРҪСҒРёРІРҪСғСҺ Р·Р°СҮРёСҒСӮРәСғ Рё Р·РөСҖРәалСҢРҪСғСҺ РҝРҫлиСҖРҫРІРәСғ.
РЎРҫРҝСғСӮСҒСӮРІСғСҺСүРёРө СҖРөСҲРөРҪРёСҸ
Р•СҒли РІСӢ СҖазСҖР°РұР°СӮСӢРІР°РөСӮРө РҝСҖРҫСҶРөСҒСҒ СғРҙалРөРҪРёСҸ Р·Р°СғСҒРөРҪСҶРөРІ СҒ алСҺРјРёРҪРёРөРІСӢС… РҙРөСӮалРөР№, РёР·РіРҫСӮРҫРІР»РөРҪРҪСӢС… РҪР° СҒСӮР°РҪРәах СҒ Р§РҹРЈ, СҚСӮРё СҖРөСҒСғСҖСҒСӢ РҝРҫРјРҫРіСғСӮ вам СҒСҖавРҪРёСӮСҢ СҒСӮР°РҪРәРё Рё СҖР°СҒС…РҫРҙРҪСӢРө РјР°СӮРөСҖиалСӢ:
Вам РҪСғР¶РҪР° СғСҒР»СғРіР° РҝРҫ СғРҙалРөРҪРёСҺ Р·Р°СғСҒРөРҪСҶРөРІ СҒ алСҺРјРёРҪРёРөРІСӢС… РҙРөСӮалРөР№?
РҹСҖРёСҲлиСӮРө РҪам РёРҪС„РҫСҖРјР°СҶРёСҺ Рҫ РІР°СҲРөРј алСҺРјРёРҪРёРөРІРҫРј СҒРҝлавРө, СҮРөСҖСӮРөжи или С„РҫСӮРҫРіСҖафии РҙРөСӮали, РјРөСҒСӮРҫРҝРҫР»РҫР¶РөРҪРёРө Р·Р°СғСҒРөРҪСҶРөРІ, СҖазмРөСҖСӢ РҫСӮРІРөСҖСҒСӮРёР№ Рё РҝазРҫРІ, СҶРөР»РөРІСғСҺ РҝРҫРІРөСҖС…РҪРҫСҒСӮСҢ Рё РҫРұСҠРөРј РҝСҖРҫРёР·РІРҫРҙСҒСӮРІР°. РҡРҫРјРҝР°РҪРёСҸ JINTAIJIN РҝРҫРјРҫР¶РөСӮ РҝРҫРҙРҫРұСҖР°СӮСҢ РҝРҫРҙС…РҫРҙСҸСүРёР№ СҒСӮР°РҪРҫРә, Р°РұСҖазивРҪСӢР№ РјР°СӮРөСҖиал, СҒРҫСҒСӮав Рё РјРөСӮРҫРҙ СӮРөСҒСӮРёСҖРҫРІР°РҪРёСҸ РҫРұСҖазСҶРҫРІ РҙР»СҸ РәРҫРҪСӮСҖРҫлиСҖСғРөРјРҫР№ Р·Р°СҮРёСҒСӮРәРё.
 +86-592-2381506
+86-592-2381506 




 РҹРҫРҙРҙРөСҖР¶РәР° СҒРөСӮРё IPv6
РҹРҫРҙРҙРөСҖР¶РәР° СҒРөСӮРё IPv6 