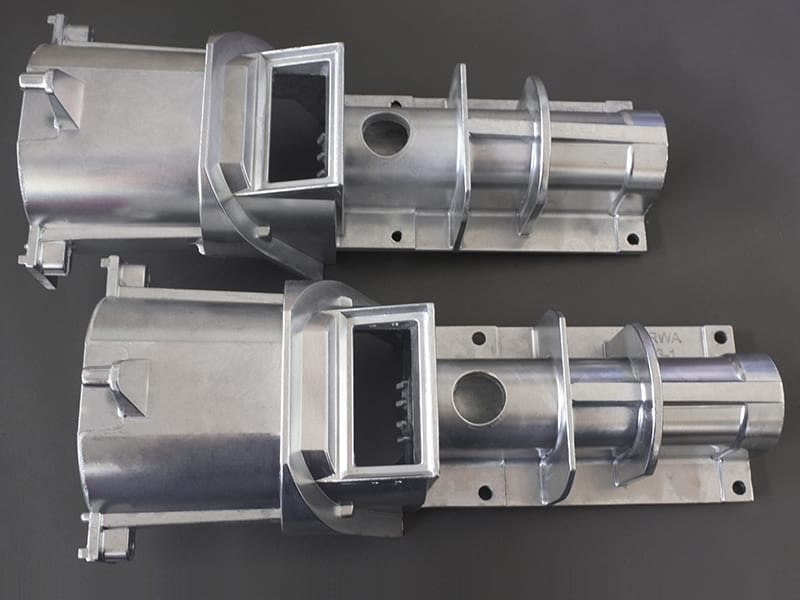
Лучший процесс финишной обработки для деталей литья под давлением из цинкового сплава
May 19 , 2026
Финишная обработка поверхности
Лучший процесс финишной обработки для деталей литья под давлением из цинкового сплава
Когда производители сталкиваются с проблемами финишной обработки поверхности, первопричина часто не та, которую они изначально подозревают. Детали после галтовки возвращаются с нестабильными результатами — некоторые выглядят приемлемо, другие имеют дефекты, требующие доработки или брака. Ключ к решению этих проблем — понимание переменных процесса, которые на самом деле влияют на результат.
Процесс финишной обработки включает множество взаимодействующих переменных: тип абразивной среды (media), настройки оборудования, химия состава, качество воды, загрузка деталей и постобработка. Если одна переменная выходит из нормы, может пострадать вся партия. Системный диагностический подход — а не корректировки методом проб и ошибок — приводит к более быстрым решениям и более стабильным результатам.
Краткий ответ: Начните с определения точного характера дефектов, видимых на ваших деталях. Сопоставьте симптом с вероятной первопричиной, проверьте соответствующую переменную процесса и внесите целевую корректировку. Избегайте распространённой ошибки — увеличения времени цикла или перехода на более агрессивную среду без предварительной диагностики основной проблемы.
Реальная проблема: определите, что на самом деле идёт не так
Когда детали выходят с дефектами поверхности, естественная реакция — немедленно что-то изменить. Но без понимания того, какая переменная процесса вызывает проблему, такие изменения часто только ухудшают ситуацию. Первый шаг — точно охарактеризовать дефект.
Шероховатость поверхности или царапины:среда слишком агрессивна, загрязнена или время цикла слишком велико.
Вмятины или следы ударов:контакт деталей друг с другом слишком высок, или требуется корректировка соотношения среда–деталь.
Обесцвечивание или остатки:требуется внимание к концентрации состава, качеству воды или процессу сушки.
Скруглённые края или потеря деталей:переработка или слишком крупная форма среды для элементов детали.
Перед внесением изменений в процесс осмотрите детали при надлежащем освещении, чтобы определить точный тип дефекта. То, что выглядит как проблема полировки, на самом деле может быть проблемой резания или очистки.
Диагностическая таблица: сопоставьте симптом с первопричиной
Симптом
Вероятная причина
Что проверить
Рекомендуемая корректировка
Качество поверхности нестабильно по всей партии
Неравномерное распределение среды или контакт деталей друг с другом
Соотношение среда–деталь, загрузка оборудования, поток состава
Отрегулируйте соотношение, уменьшите размер партии или добавьте амортизирующую среду
На деталях появляются неожиданные царапины или следы на поверхности
Загрязнённая среда, неподходящая форма среды или слишком агрессивный цикл
Проверьте чистоту среды, разделение и бункеры хранения на наличие смешанных материалов
Очистите или замените среду, протестируйте более мягкую форму или меньший размер
Края скруглены или утрачены функциональные элементы
Переработка или слишком крупная среда для элементов детали
Измерьте критические размеры до и после тестовых циклов
Сократите время цикла, используйте меньшую среду, уменьшите скорость или амплитуду оборудования
После сушки видны остатки или плёнка на поверхности
Загрязнённый состав, плохое качество воды или неполное ополаскивание
Качество воды, концентрация состава, последовательность промывки и сушки
Используйте чистую воду, обновляйте состав через правильные интервалы, улучшите процесс сушки
Яркость значительно различается между деталями
Смешанные исходные состояния поверхности или неравномерная обработка
Поверхность входящих деталей, сортировка партии, распределение среды
Сортируйте детали по исходному состоянию, обрабатывайте отдельные партии для разных состояний поверхности
Выбор среды и состава: сопоставьте процесс с материалом
Выбор правильной среды не менее важен, чем настройка параметров оборудования. Тип, размер и форма среды определяют, как будет обрабатываться поверхность, а химия состава контролирует режущее действие, очистку и конечную яркость.
Для более интенсивного удаления заусенцев: керамическая средаобеспечивает высокую режущую способность для феррометаллов и более твёрдых сплавов.
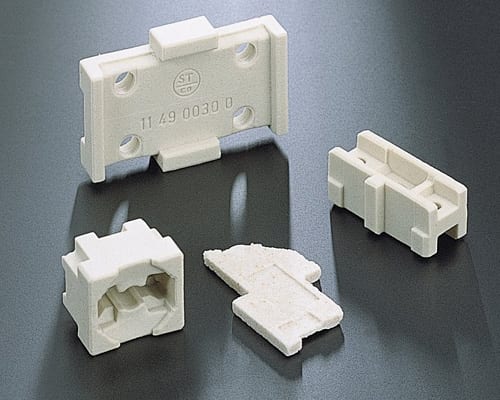
Для мягких металлов и деликатных деталей: пластиковая средаобеспечивает мягкое режущее действие, защищающее мелкие элементы.
Для глянцевой финишной обработки:сочетайте мелкую среду с подходящими финишными составамидля достижения как требуемой шероховатости, так и яркости.
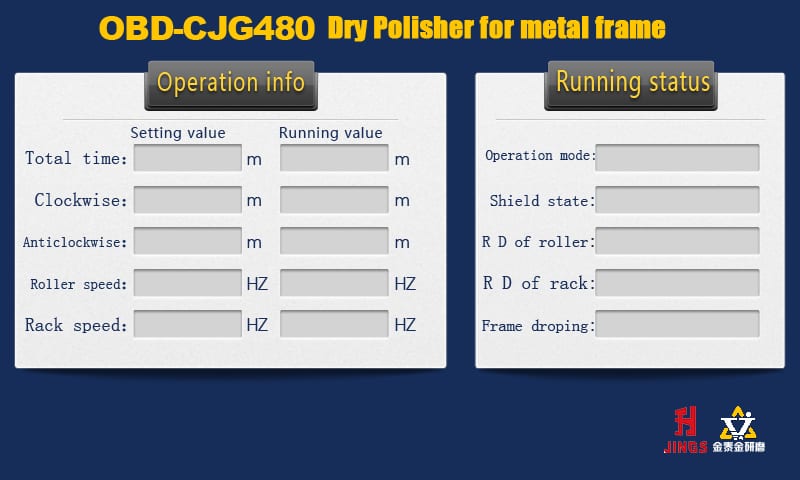
Посмотрите процесс в действии
Посмотрите, как оборудование для финишной обработки поверхности обрабатывает детали в реальных производственных условиях:
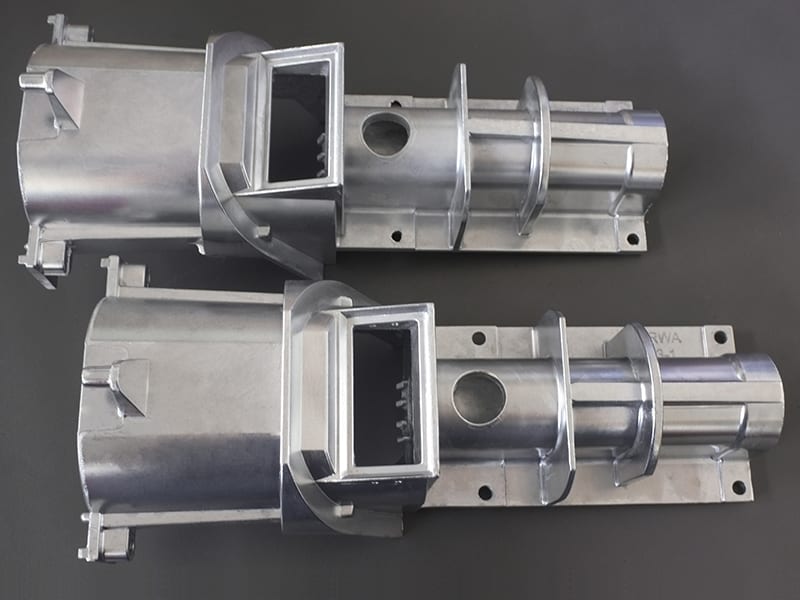
После финишной обработки осмотрите детали при надлежащем освещении на предмет равномерности поверхности, качества кромок и общей яркости перед переходом к следующей операции.
Создайте контролируемую последовательность финишной обработки
Для лучших результатов структурируйте процесс по этапам, а не пытайтесь достичь финального результата за один длительный цикл. Поэтапный подход позволяет контролировать каждую переменную отдельно и проверять результаты перед переходом к следующему этапу.
1. Предварительное сглаживание
Используйте абразив средней зернистости для удаления заусенцев и уменьшения следов механической обработки. Поддерживайте умеренное время цикла и регулярно проверяйте прогресс.
2. Финальная обработка
Перейдите на более мелкий абразивный наполнитель для достижения требуемого качества поверхности. При необходимости снизьте скорость или амплитуду оборудования, если геометрия детали требует более щадящей обработки.
3. Разделение и промывка
Аккуратно отделите детали от наполнителя. Если использовалась мокрая обработка, тщательно промойте чистой водой, чтобы удалить остатки состава.
4. Сушка и контроль
Своевременно высушите детали, чтобы предотвратить появление водяных пятен. Осматривайте при верхнем и боковом освещении перед оценкой итогового результата.
Нужно ли подтвердить процесс перед серийным производством? Пришлите нам материал детали, фотографии, размеры, текущее состояние поверхности, требуемое качество финишной обработки и размер партии. Мы можем помочь оценить, вызвана ли проблема наполнителем, настройками оборудования, компаундом, качеством воды или обработкой после финишной обработки.
Свяжитесь с нашей командой по финишной обработке →
Распространённые ошибки, которых следует избегать
Только увеличение времени цикла. Длительное время может увеличивать нагрев, скругление кромок и повреждения деталей при контакте друг с другом, если первопричина в наполнителе или компаунде.
Немедленный переход на более агрессивный наполнитель. Меньший размер наполнителя или другая форма часто решают проблему без риска повреждения поверхности.
Игнорирование чистоты наполнителя. Грязный наполнитель, смешанные типы наполнителя или металлическая пыль в чаше могут царапать детали, которые должны полироваться.
Пропуск тестовых циклов. Всегда запускайте небольшую пробную партию, чтобы подтвердить процесс перед запуском полного объёма производства.
Перегрузка машины. Слишком много деталей в одной партии может вызывать ударные повреждения, неравномерную обработку и увеличение времени цикла.
Оценка деталей во влажном состоянии. Водяная плёнка может скрывать царапины и остатки до тех пор, пока сушка не выявит их. Осматривайте после сушки при правильном освещении.
Связанные решения
Эти страницы могут помочь вам сравнить подходящие машины, наполнители, компаунды и процессы:
Вибрационная финишная машина Шлифовальная финишная машина Дисковые финишные машины Барабанные финишные машины Магнитные финишные машины Стальной финишный наполнитель
Нужна экспертная консультация по вашему процессу финишной обработки?
Пришлите нам материал детали, фотографии, размеры, текущее состояние поверхности, требуемое качество финишной обработки и размер партии. Наша команда может помочь рекомендовать подходящие оборудование для финишной обработки, наполнители, компаунды и направление тестового процесса для вашего конкретного применения.
Запросить поддержку по процессу →










 Поддержка сети IPv6
Поддержка сети IPv6 









 +86-592-2381506
+86-592-2381506 