Как полировать акриловые детали без помутнения, царапин или подгорания кромок
May 15 , 2026
Финишная обработка пластиковых деталей
Как полировать акриловые детали без помутнения, царапин или подгорания кромок
Прозрачные акриловые детали не прощают ошибок. Небольшой заусенец, лёгкие следы шлифования или небольшой перегрев кромки могут превратиться в заметное помутнение, когда деталь собрана и находится под освещением. Для фрезерованных акриловых блоков, оптических крышек, демонстрационных деталей и прозрачных пластиковых компонентов цель — не просто сделать деталь блестящей. Процесс должен сохранять чистые кромки, прозрачность и избегать внутренних напряжений или мутных поверхностей.
Если ваши акриловые детали всё ещё выглядят мутными после полировки, проблема часто не только в финальном этапе полировки. Причиной могут быть следы резца, слишком агрессивная абразивная среда, тепло от сухого трения, загрязнённая полировальная паста, плохое разделение деталей или повреждения при укладке после обработки. Контролируемый процесс финишной обработки поверхности должен рассматривать акрил как мягкий, чувствительный к нагреву визуальный материал, а не как обычную металлическую деталь.
Краткий ответ: Для полировки акрила начинайте с минимального механического воздействия, которое позволяет удалить следы предыдущей обработки. Используйте мелкую пластиковую или сухую абразивно-финишную среду, обеспечивайте амортизацию нагрузки, избегайте длительных циклов с высоким трением и проверяйте деталь в боковом освещении после каждого этапа.
Реальная проблема: прозрачные детали показывают каждую ошибку процесса
Металлические детали часто могут выдерживать слегка агрессивный цикл удаления заусенцев, потому что последующая полировка или покрытие могут скрыть небольшие следы. Акрил — другой случай. Материал прозрачный, относительно мягкий и чувствителен к нагреву. Если процесс создаёт микротрещины или напряжения на кромках, дефект может стать более заметным после очистки, сушки или сборки у заказчика.
Помутнение поверхности: деталь выглядит матовой, а не прозрачной, особенно на плоских поверхностях.
Мелкие круговые царапины: деталь отражает свет, но под контролем видны вихревые следы.
Белые кромки: углы или обработанные кромки становятся молочными после обработки.
Скруглённые функциональные элементы: мелкие уступы, отверстия или резьбы теряют чёткость после слишком длительной обработки в машине.
Начните с разделения трёх различных задач
1. Уменьшение следов инструмента
Если следы фрезы от ЧПУ глубокие, выберите контролируемый этап предварительного сглаживания. Не переходите сразу к финальной полировке и не ожидайте, что она удалит все линии.
2. Полировка для прозрачности
Для финальной поверхности используйте мелкую среду или сухой финишный материал, который повышает глянец, не оставляя новых царапин в акриле.
3. Защита кромок
Снижайте удары деталей друг о друга, контролируя размер партии, соотношение среды и деталей и способ выгрузки.
4. Очистка и контроль
Остатки могут выглядеть как помутнение. Аккуратно очищайте детали и проверяйте их как при верхнем, так и при боковом освещении перед оценкой процесса.
Диагностическая таблица дефектов полировки акрила
Симптом
Вероятная причина
Что проверить
Рекомендуемая корректировка
Плоская поверхность остаётся мутной после полировки
Следы инструмента слишком глубокие, среда слишком грубая или время полировки не соответствует предыдущему этапу
Осмотрите необработанную деталь при боковом освещении и сравните глубину следов фрезы до и после обработки
Добавьте контролируемый этап предварительного сглаживания, затем используйте более мелкую среду для финального глянцевого этапа
Мелкие вихревые следы появляются после сушки
Среда или сухой полировальный материал загрязнён твёрдыми частицами
Проверьте, содержат ли барабан машины, среда, сепаратор и контейнер для хранения металлическую стружку или грубую абразивную пыль
Очистите машину, отделите акриловую среду от металлической и обновите полировальный состав или сухой финишный материал
Кромки белеют или выглядят напряжёнными
Чрезмерное тепло от трения, агрессивная форма среды или слишком длительный цикл
Проверьте температуру кромки, длительность цикла и не ударяют ли острые углы среды по одной и той же зоне повторно
Укоротите цикл, уменьшите амплитуду или скорость и протестируйте более мягкую пластиковую или сухую финишную среду
Мелкие отверстия или элементы становятся скруглёнными
Переработка или слишком крупная среда для деликатных элементов
Измеряйте критические размеры до и после каждого тестового цикла
Используйте более короткие тестовые интервалы и выбирайте среду, которая контактирует с поверхностью, не застревая в деталях
Мокрая или сухая финишная обработка: что безопаснее для акрила?
Мокрая обработка помогает контролировать нагрев и смывать загрязнения. Она может быть полезна, когда на акриловых деталях есть пыль после обработки, лёгкие заусенцы или остатки от предыдущих операций. Риск в том, что качество воды, загрязнённый состав или плохая сушка могут оставить следы, похожие на помутнение. При использовании мокрой обработки подбирайте подходящие финишные составы, чистую воду и бережную сушку.
Сухая финишная обработка может улучшить глянец визуальных пластиковых деталей, когда абразивная нагрузка невелика, а среда чистая. Она часто полезна для финального улучшения внешнего вида, но также может создавать нагрев, если цикл слишком длинный или машина перегружена.
Перед полировкой проверьте следы фрезы, побеление кромок и внутренние элементы. Глубокие следы требуют контролируемого сглаживания перед финальной глянцевой полировкой.
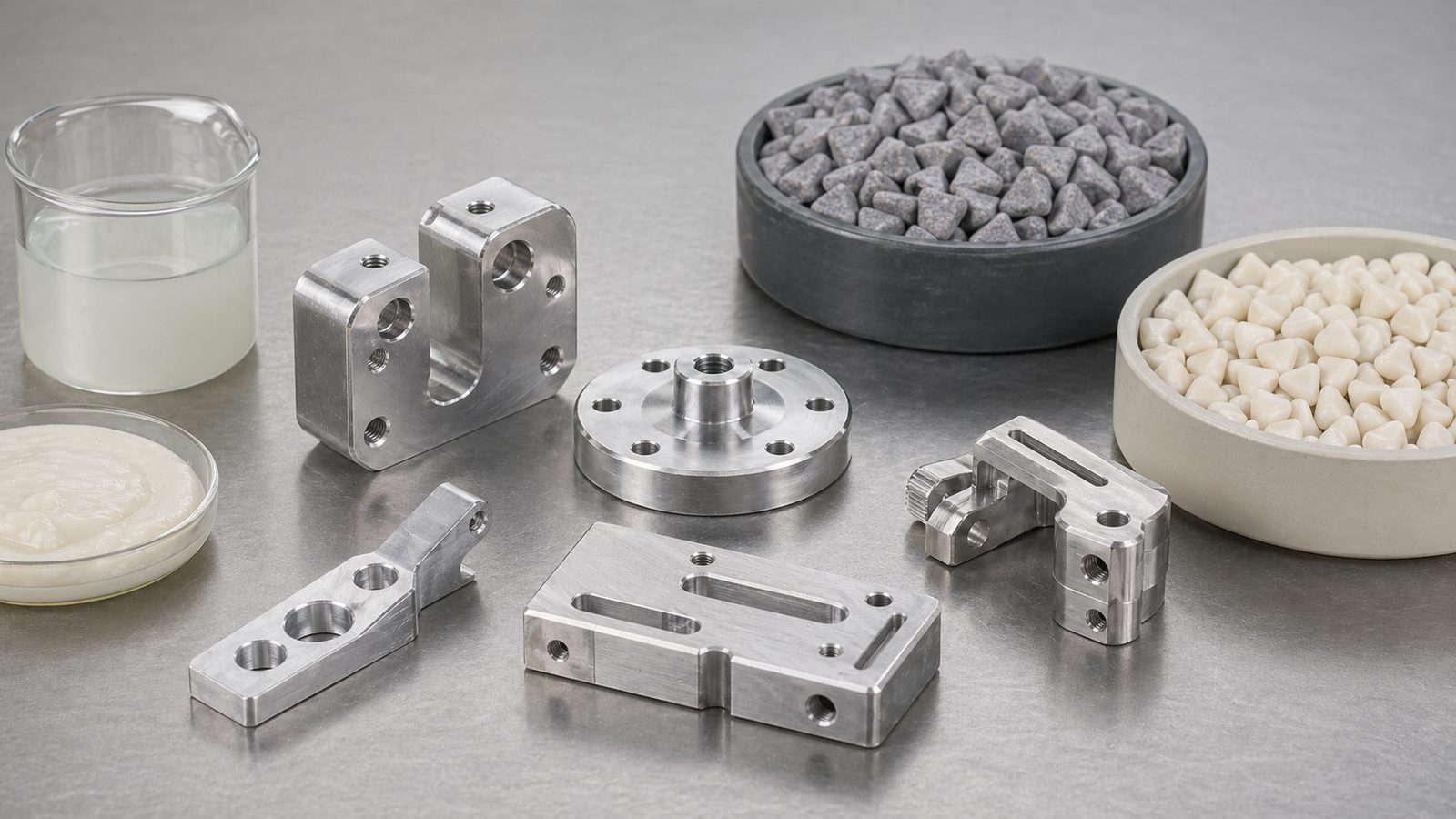
Выбор абразивной среды для акриловых деталей
Для лёгких заусенцев и мягкого сглаживания кромок: используйте мелкую пластиковую среду или мягкую финишную среду перед переходом к более агрессивным вариантам.
Для финального улучшения глянца: испытайте чистый сухой финишный материал или очень мелкую полировальную среду, которая не будет создавать новые рисунки царапин.
Для отверстий, пазов и узких канавок: избегайте форм наполнителя, которые могут застревать в элементах или ударять по прозрачным стенкам.
Для больших плоских поверхностей: уменьшайте контакт деталей друг с другом и поддерживайте слой наполнителя достаточно полным, чтобы он амортизировал детали.
Для небольших акриловых деталей, a "вибрационная финишная машина может быть подходящей, когда усилие процесса контролируется. Для более деликатных деталей более медленный ротационный барабанный галтовочный станок может уменьшить ударное воздействие. Если цель — сухой финальный глянцевый этап, рассмотрите подходящие сухая финишная среда и сначала протестируйте на небольших партиях.
Нужно подтвердить процесс перед серийным производством? Отправьте JINTAIJIN фотографии акриловой детали, марку материала, если известна, размеры, текущее состояние поверхности и требуемую прозрачность. Мы можем помочь определить, вызвана ли проблема следами обработки, выбором среды, усилием машины, составом или обращением после полировки.
Свяжитесь с нашей командой финишной обработки с вашим запросом на полировку акрила
Распространённые ошибки, которые ухудшают акриловые детали
Использование логики снятия заусенцев для металла на акриле. Акрил требует меньшего усилия и более чистой среды, чем многие металлические детали.
Только увеличение времени цикла. Более длительное время может увеличить мутность, нагрев и скругление кромок, если выбран неправильный наполнитель.
Игнорирование поверхности после CNC-обработки. Глубокие следы фрезы должны быть устранены перед финальным этапом полировки.
Смешивание абразивных материалов между разными материалами. Металлическая стружка и абразивная пыль могут царапать прозрачный пластик.
Оценка детали, пока она ещё влажная. Водная плёнка может скрывать мелкие царапины и остатки до тех пор, пока деталь не высохнет.
Сбрасывание отполированных деталей в жёсткие контейнеры. Многие царапины на акриле появляются после цикла обработки, во время выгрузки и контроля.
После полировки проверяйте как блеск поверхности, так и внутреннюю визуальную прозрачность. Хороший процесс для акрила должен улучшать внешний вид, не ухудшая функциональную геометрию.
Итоговая рекомендация
Полировка акрила должна быть выстроена как поэтапный процесс: сначала уменьшить следы обработки, затем полировать для прозрачности, и в-третьих защищать деталь при выгрузке. Подходящее оборудование может включать вибрационную финишную машину, барабанный галтовочный станок или сухую финишную установку, но процесс всегда следует тестировать на реальных образцах перед серийным производством.
Отправьте нам данные вашей акриловой детали для консультации по процессу. Включите фотографии детали, размеры, толщину стенок, отверстия или пазы, фотографии текущих дефектов, требуемую отделку и ожидаемый объём партии. JINTAIJIN может помочь рекомендовать подходящую финишную машину, среду, состав и направление тестирования образцов для вашего применения полировки акрила.
Запросить поддержку процесса полировки акрила










 Поддержка сети IPv6
Поддержка сети IPv6 









 +86-592-2381506
+86-592-2381506 