Как удалить заусенцы с алюминиевых деталей, обработанных на станке с ЧПУ, без повреждения кромок. После фрезерования, сверления, нарезания резьбы или прорезки пазов алюминиевые детали, изготовленные на станках с ЧПУ, часто требуют удаления заусенцев. Задача состоит не только в удалении заусенцев, но и в том, чтобы удалить их, не закруглив критически важные кромки, не повредив видимые поверхности, ...
Почему детали из нержавеющей стали не становятся блестящими после галтовки и как улучшить отделку Распространённая проблема при галтовке нержавеющей стали заключается в следующем: заусенцы уменьшаются, поверхность становится более гладкой, но детали по-прежнему выглядят серыми, мутными или тусклыми. Оператор увеличивает время цикла, но поверхность не становится ярче. В некоторых случаях кромки нач...
Как полировать пластиковые оправы очков без побеления, царапин или деформации Пластиковые и ацетатные оправы очков трудно полировать партиями, потому что поверхность должна становиться блестящей и гладкой без побеления, глубоких царапин, скругления углов или тепловой деформации. Слишком агрессивный процесс может повредить форму оправы. Слишком слабый процесс оставляет следы пресс-формы, следы шлиф...
Финишная обработка пластиковых деталей Как полировать акриловые детали без помутнения, царапин или подгорания кромок Прозрачные акриловые детали не прощают ошибок. Небольшой заусенец, лёгкие следы шлифования или небольшой перегрев кромки могут превратиться в заметное помутнение, когда деталь собрана и находится под освещением. Для фрезерованных акриловых блоков, оптических крышек, демонстрационных...
Почему детали из нержавеющей стали не становятся блестящими после галтовки и как улучшить финишную обработку Краткий ответ Контролируемый процесс финишной обработки поверхности с правильным выбором абразивных наполнителей (media), корректным подбором состава (compound), правильными настройками оборудования и чистой постобработкой может решить эту проблему. Ключ — определить первопричину перед тем,...
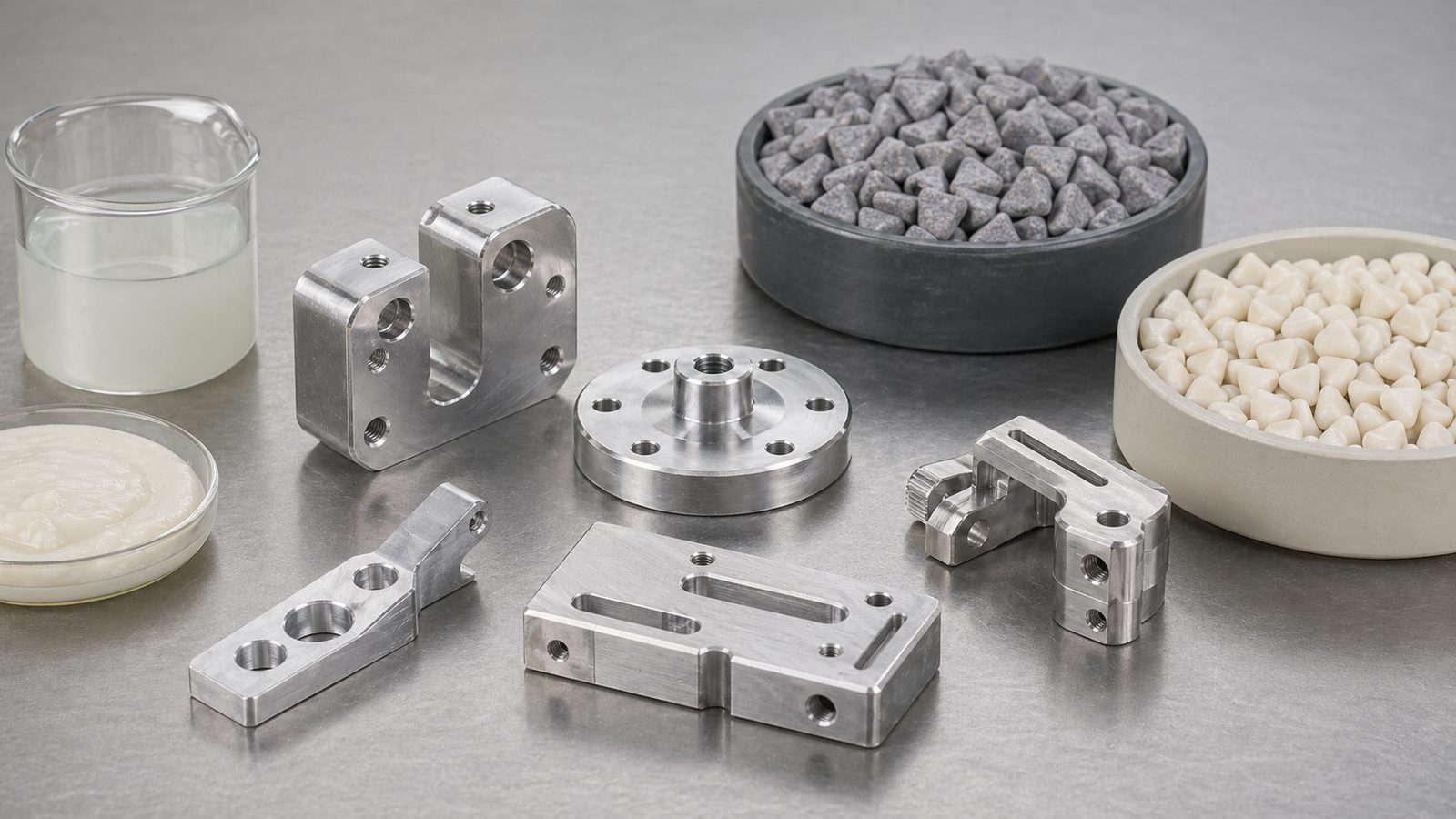
Руководство по выбору среды Керамическая среда vs пластиковая среда: как выбрать подходящую среду для галтовки Когда производители сталкиваются с проблемами финишной обработки поверхности, первопричина часто не та, которую они первоначально предполагают. Детали после галтовки возвращаются с непоследовательными результатами — некоторые выглядят приемлемо, другие имеют дефекты, требующие доработки и...
Руководство по выбору абразивной среды Как предотвратить застревание галтовочных наполнителей в отверстиях, пазах и резьбе Когда производители сталкиваются с проблемами финишной обработки поверхности, первопричина часто оказывается не той, которую они изначально подозревают. Детали возвращаются после галтовки с нестабильными результатами — некоторые выглядят приемлемо, другие имеют дефекты, требую...
Финишная обработка алюминиевых деталей Как удалить заусенцы с алюминиевых деталей, обработанных на ЧПУ, без повреждения кромок Когда производители сталкиваются с проблемами финишной обработки поверхности, первопричина часто оказывается не той, которую они изначально подозревают. Детали возвращаются после галтовки с нестабильными результатами — некоторые выглядят приемлемо, другие имеют дефекты, тр...
Поиск и устранение неисправностей процесса Почему на ваших деталях появляются водяные пятна после вибрационной обработки и как это исправить Когда производители сталкиваются с проблемами финишной обработки поверхности, первопричина часто не та, которую они изначально предполагают. Детали возвращаются после галтовки с нестабильными результатами — некоторые выглядят приемлемо, другие имеют дефекты, ...












 Поддержка сети IPv6
Поддержка сети IPv6 









 +86-592-2381506
+86-592-2381506 